ENTERPRISE DIGITAL TWIN
From virtual to reality. How we developed a connected smart factory
for pump and motor manufacture, enabling capex, opex, and
financial budget digital twin simulations
Project Overview
The Industry
Core Technology
Key Metrics & Objectives
-Increase the throughput by 2X
-Develop an enterprise twin
-Automate processes
-Design future factory with simulation
-Create a safer environment
-Eliminate forklifts from production lines
-Financial budget simulation
The Challenge
The business needed to double the output of a traditional site, and de-risk a £10m factory upgrade capex, and 2,500sqm extension. The business wanted to introduce automation but did not know where to start or what good looked like. The business needed to gain buy in from the shop floor, senior management and investors. On completion of the capex project, the business focused on developing capability to de-risk financial year budgets a year in advance with digital twins and opex simulations. The vision was to give the CEO / owner and CFO dashboards to gain insights including revenue constraints, predictive skill shortages and supplier issues.
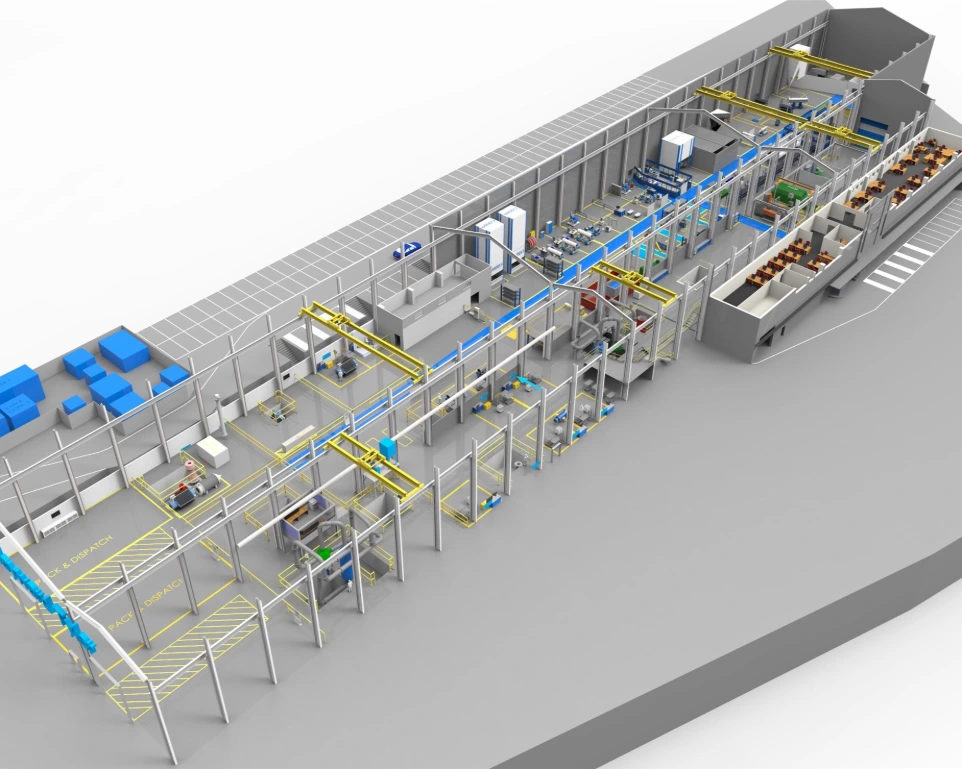
The Solution
The team created a CAD model of the factory, developed a simulation model, which evolved into a digital twin connected to all business systems, including ERP, CRM, MES, supply chain portal, HR & skills, and maintenance. The project was a multi-solutions provider collaboration. A cloud platform enabled advance digital twin simulation. Automation introduced on both shop floor and offices.
The Results
- This project was a successful £15m transformation of a 200-year-old manufacturer, that delivered £multimillion ROI.
- Designed the factory, layout, ISO 9 cleanroom, mezzanine test office, winding, moulding & test areas, permanent magnet handling safety, ASRS, crew rooms and Rolls Royce pump assembly & test cleanroom.
- Developed award-winning automation and sales and operations planning tools including an ERP, MES, CRM, skills matrix, supply chain, automated storage and business systems connected digital twin & simulation.
- Patent pending material handling machines invented, designed, simulated, assembled & commissioned by Oliver Buhlinger. The solutions were implemented at the site, reducing rework & scrap, cycle times and accidents. £400k cost, payback 1st year.
- Oliver led the business development and delivery of a £130k project delivering the solutions to a satisfied customer in Azerbaijan.
- The smart factory digital twin simulation can be seen at the NAMRC VR cave.
- The project won a fit 4 nuclear grant Smart Factory Award and Operational Research Society President's Medal.
OTD Improved
100%
Forklift Reduction
100%
Crane Reduction
60%
Capex Avoidance
£0.5m
Increased Throughput
2X
Budgeting Accuracy
95%
Cost of Poor Quality COPQ Improved
80%
2017 Revenue Increase by Budgeting Simulation
£2m